










белый оксид алюминия
Когда говорят про белый оксид алюминия, многие сразу думают про высокую чистоту. И в целом да, но это лишь верхушка айсберга. На деле, цвет — это первый визуальный маркер, который может и обмануть. Видел партии, которые по паспорту были 99.7% Al2O3, белизна на глаз отличная, а потом в работе на полировке кремния вдруг появляются риски. Оказывается, дело не только в основном оксиде, а в тех самых десятых и сотых долях процента примесей — особенно натрия. Вот с этого и начну.
От сырья до зерна: где кроется 'белизна'
Исходник — это всё. Если брать гидраргиллит, то его подготовка и кальцинация задают тон. Температурный режим здесь не линейный процесс. Раньше думал, что чем выше температура, тем полнее переход в альфа-фазу и тем 'чище' продукт. Но нет — при перегреве может начаться спекание микрозерен, поверхность теряет активность, и хотя химически это всё тот же оксид, абразивная способность падает. Получается красивый белый порошок, который плохо работает.
На нашем производстве, если говорить про ООО Хэнань Юймо Новые Материалы, этот контроль выстроен постадийно. На сайте yumoabrasive.ru указано, что ассортимент охватывает полный спектр от F12 до F2000. Так вот, для мелких фракций, особенно после F800, процесс измельчения и классификации — это уже другая история. Белизна на этих этапах может 'уйти' из-за загрязнения от мелющих тел или износа оборудования. Приходится постоянно мониторить.
Замечал такую вещь: иногда клиенты просят 'самый белый' для связующих инструментов. Логика в том, что меньше посторонних включений — стабильнее связка. Но здесь важно не перестараться. Чрезмерно высокая чистота иногда ведёт к снижению прочности самого зерна, оно становится более хрупким. Нужен баланс между чистотой и кристаллической структурой.
Микропорошок: здесь белизна — это уже технология
Переход в категорию микропорошков — это качественный скачок. F1000, F2000 — это уже не просто помол. Здесь белизна визуально оценивается иначе, часто на контрасте с эталоном. Но главный инструмент — это, конечно, контроль размера частиц и их формы. Сферичность или острота — это тоже влияет на восприятие 'белого'. Рассеянный свет по-разному отражается.
В нашем ассортименте, как отмечено в описании компании, микропорошки — ключевое направление. Практика показала, что для финишной полировки оптики или полупроводниковых пластин важен не столько абсолютный цвет, сколько его стабильность от партии к партии. Если одна поставка чуть теплее по оттенку, а другая холоднее — это может сигнализировать о сдвиге в процессе гидротермального синтеза или очистки, что напрямую ударит по результату на линии у заказчика.
Был случай с одним производителем керамических подложек. Жаловались на нестабильный съём материала при тонкой шлифовке. Стали разбираться. Оказалось, поставщик сменил тип фильтров на этапе промывки геля. Визуально порошок остался таким же белым, но распределение частиц по размерам изменилось, появился 'хвост' более крупных фракций. Проблема решилась только возвратом к предыдущим параметрам процесса. Поэтому теперь всегда уточняю: 'белизна' по какому параметру? По химии? По гранулометрии? По отсутствию мехпримесей?
Ошибки в применении: когда белый — не значит правильный
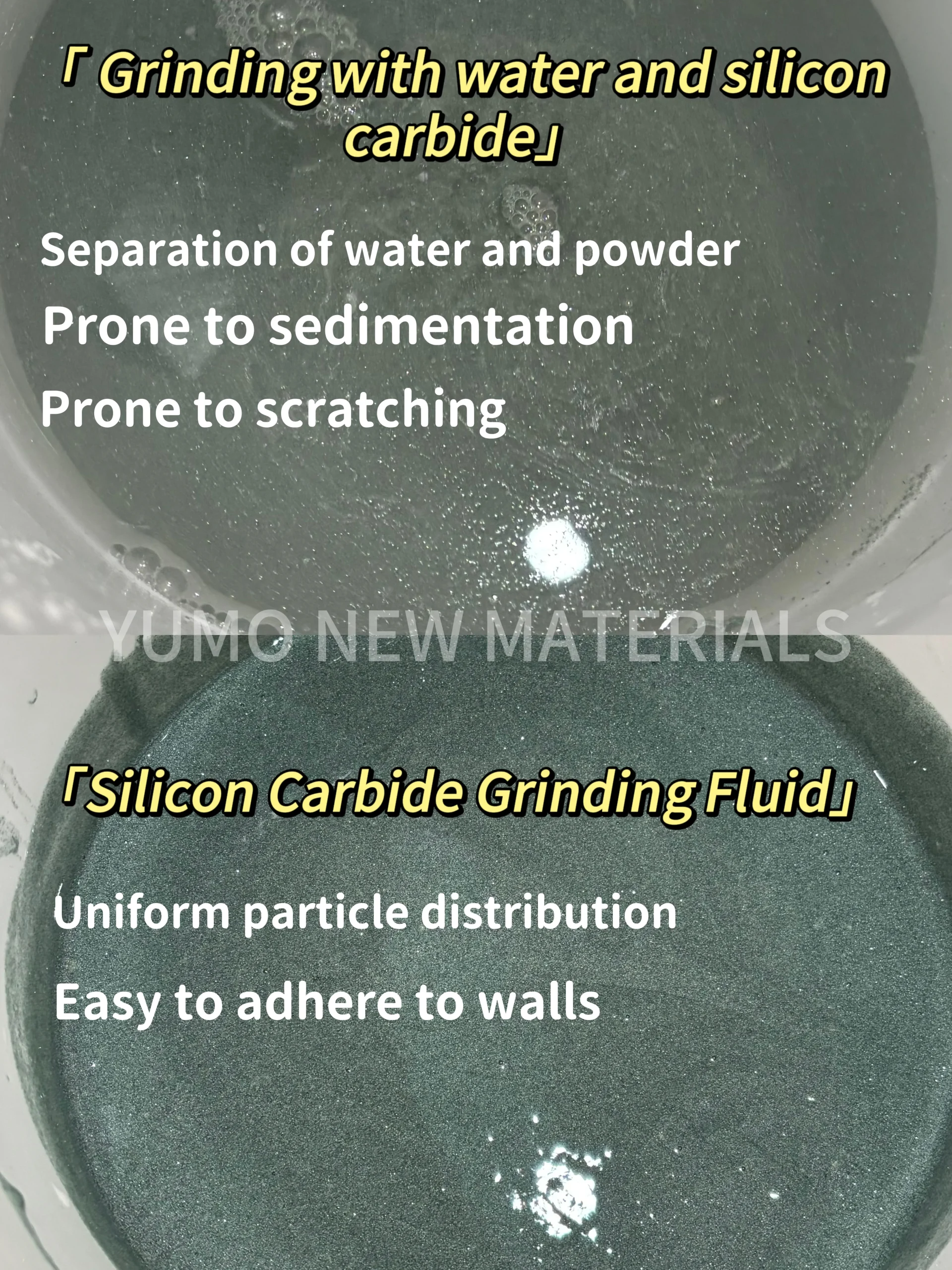
Частая ошибка — считать, что белый оксид алюминия универсален для любых задач высокой чистоты. Это не так. Для резки кремния, например, часто нужен зеленый карбид, а не наш продукт. А вот для прецизионного лапинга металлов или полировки стекла с покрытиями — да, наш белый оксид алюминия подходит идеально. Но и здесь есть нюанс: для лапинга иногда важнее не максимальная чистота, а определённая микрошероховатость зерна, чтобы удерживать пасту.
Помню, пытались продвигать очень чистую фракцию F1200 для полировки керамических скейтинговых вставок. Заказчик взял пробу, поработал и сказал: 'Слишком мягко, не берёт'. Дело было в том, что из-за высокой чистоты и правильной сферической формы зерно катилось, а не царапало. Пришлось подбирать продукт с чуть более агрессивной, угловатой формой частиц, хотя по цвету он был чуть менее 'идеально белым'. Клиент остался доволен.
Вывод: техническое задание от потребителя нужно переводить с языка 'хотим белый и чистый' на язык конкретных физико-химических и абразивных характеристик. И здесь наша роль как поставщика — не просто продать, а помочь с этой расшифровкой. На ресурсе ООО Хэнань Юймо Новые Материалы мы стараемся выносить не просто спецификации, а примеры применения, чтобы снять часть этих вопросов на раннем этапе.
Контроль качества: не доверяй глазам, доверяй анализу
В цеху всегда стоит банка с эталонным образцом. Новые партии визуально сравниваются с ней при определённом свете. Это первичный, 'цеховой' способ. Но он субъективен. Поэтому дальше идёт лаборатория: рентгенофлуоресцентный анализ на содержание Al2O3 и основных примесей (Na2O, SiO2, Fe2O3). Особенно коварен натрий — он может мигрировать в связку и ухудшать её свойства.
Следующий ключевой этап — контроль гранулометрии. Для белого оксида алюминия мелких фракций это критично. Используем лазерный анализатор. Бывает, химия идеальна, цвет белый, а кривая распределения 'поплыла'. Значит, где-то в процессе классификации сбой, возможно, износ сит или изменение давления воздуха в сепараторе. Такая партия на отгрузку не пойдёт, даже если выглядит безупречно.
Интересный момент с микротвердостью. Казалось бы, чистый оксид алюминия должен иметь предсказуемую твёрдость. Но она зависит от размера кристаллитов, полученных при кальцинации. Поэтому мы ведём статистику по твёрдости для разных фракций. Это помогает, когда приходит запрос не просто на F400, а на F400 для обработки закалённой стали. Тут уже можно предложить продукт из определённой партии сырья, где кристаллическая структура более подходящая.
Будущее: запросы становятся тоньше
Сейчас тренд идёт не просто на белый оксид алюминия, а на материалы с заданными функциональными свойствами. Например, с модифицированной поверхностью для лучшей дисперсии в полимерных связках или с внедрёнными добавками для самосмазывающегося эффекта. Цвет здесь — вторичный параметр, но он остаётся индикатором 'чистоты' базового материала, от которого отталкиваются.
Наше производство, если судить по философии, заложенной в yumoabrasive.ru, ориентировано на полный спектр. Это даёт преимущество: мы можем отслеживать, как изменение параметров на этапе производства крупного зерна (F12-F80) впоследствии влияет на свойства микропорошков, полученных из того же сырья. Это целостное видение процесса.
В итоге, что такое белый оксид алюминия для технаря, который с ним работает ежедневно? Это не абстрактный товар из каталога. Это комплекс характеристик, где цвет — лишь видимая часть, за которой стоит контроль сырья, тонкости термообработки, точность классификации и, в конечном счёте, понимание того, как эти тысячи белых частиц поведут себя в конкретном инструменте на конкретной операции. И именно этот практический опыт, а не просто цифры в паспорте, и формирует ту самую 'натуральную' оценку материала, которой не найдёшь в стандартных описаниях.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Белый электрокорунд для керамики и литья
Белый электрокорунд для керамики и литья -
 Микропорошок белого корунда: Секрет идеального зеркального блеска металла
Микропорошок белого корунда: Секрет идеального зеркального блеска металла -
 Зеленый карбид кремния обычный
Зеленый карбид кремния обычный -
 Микропорошок белого электрокорунда (WA): Актуальный обзор 2026 года
Микропорошок белого электрокорунда (WA): Актуальный обзор 2026 года -
 Производство зеленого карбида кремния в различных фракциях для российского рынка
Производство зеленого карбида кремния в различных фракциях для российского рынка -
 Зеленый карбид кремния для эластичных модулей: профессиональное решение для полировки керамической плитки
Зеленый карбид кремния для эластичных модулей: профессиональное решение для полировки керамической плитки -
 Электрокорунд белый 25А: F240-F2000 микропорошоклары
Электрокорунд белый 25А: F240-F2000 микропорошоклары -
 Зеленый карбид кремния высокой теплопроводности
Зеленый карбид кремния высокой теплопроводности -
 Купить микропорошок белого электрокорунда по цене производителя — Оптовые поставки
Купить микропорошок белого электрокорунда по цене производителя — Оптовые поставки -
 Черный карбид кремния зернистый
Черный карбид кремния зернистый -
 Полировальная паста красная
Полировальная паста красная -
 Коричневый электрокорунд полудоменный
Коричневый электрокорунд полудоменный
Связанный поиск
Связанный поиск- Купить белый плавленый корунд для керамики и литья
- Паста для средней полировки
- Оптом паста для полировки и микрошлифовки
- Тонкий порошок белого электрокорунда
- белый электрокорунд 99.5%
- Полироль для пластика автомобиля
- Оптом коричневый электроплавильный корунд с высокой насыпной плотностью
- Оптом полировальная паста cut
- Oem белый абразивный оксид алюминия
- Китай белый плавленый корунд, обработанный силаном