










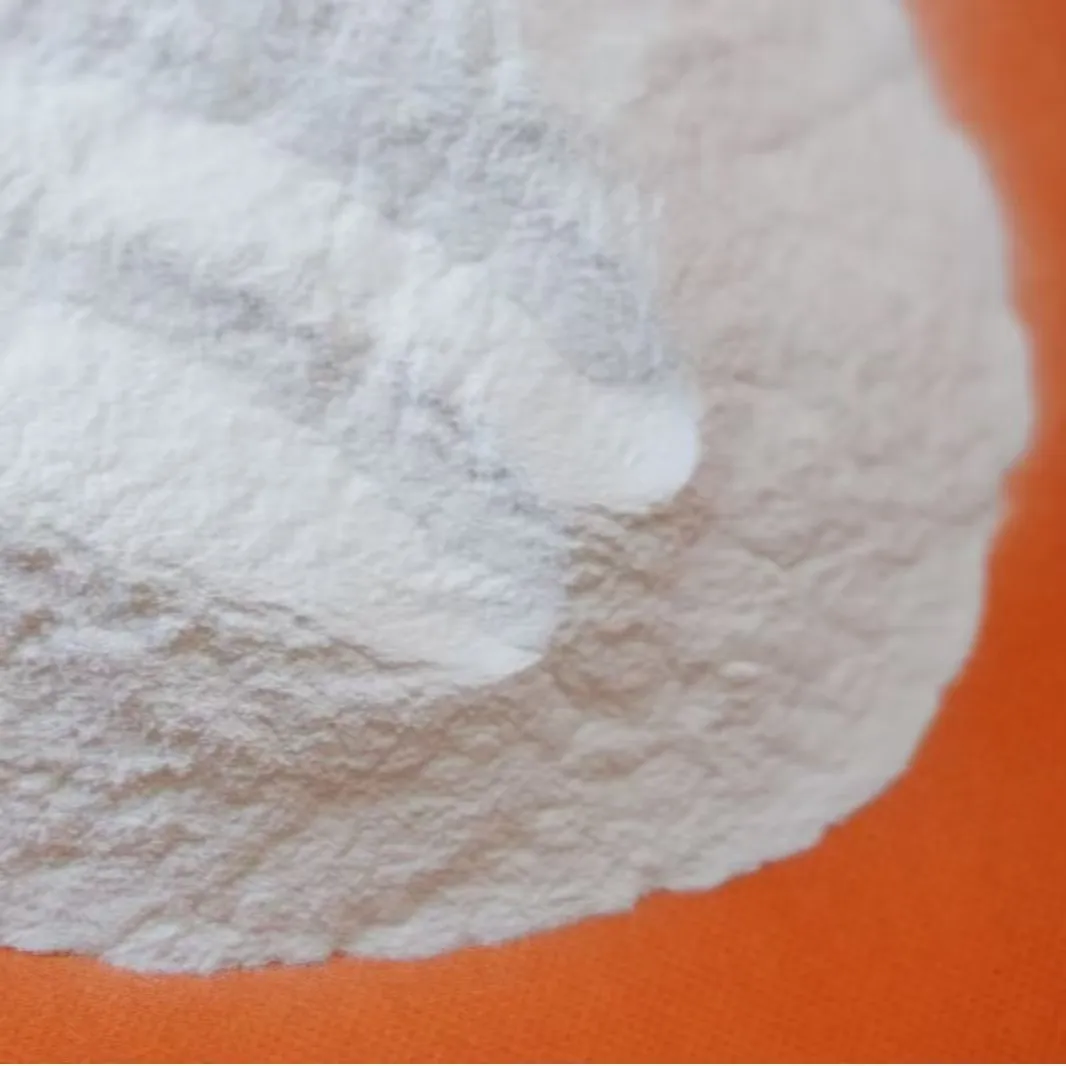
белый электрокорунд 99.5%
Вот когда видишь маркировку ?белый электрокорунд 99.5%?, первое, что приходит в голову — ну, оксид алюминия, почти чистый, должен быть эффективным. Но на практике эта цифра часто вводит в заблуждение. Многие думают, что раз Al?O? 99.5%, то и абразив будет идеальным. А на деле ключевое — не столько общее содержание оксида, сколько структура кристалла, распределение примесей и, что часто упускают, технология дробления и рассева. Я много раз сталкивался с ситуацией, когда материал с заявленными 99.5% по химии показывал разную производительность в шлифовке или в изготовлении огнеупоров. И тут уже начинается самое интересное.
Где кроется разница в ?одинаковой? чистоте
Возьмем, к примеру, два образца от разных поставщиков, оба — белый электрокорунд 99.5%. Лабораторный анализ подтверждает состав. Но один при работе в виброгалтовке дает равномерный матовый слой, а другой — пятнистую поверхность. Почему? Дело в микропримесях. Да, те самые 0.5%. Если это в основном Na?O, равномерно распределенный в кристаллической решетке, материал ведет себя стабильно. А если это локальные скопления, например, силикатов, которые появились на этапе плавки и охлаждения — возникают точки с измененной твердостью. Они выкрашиваются иначе, влияя на весь процесс. Это не всегда видно в сертификате, но сразу чувствуется на практике.
Еще один момент — форма зерна после дробления. Можно получить тот же F46, но с совершенно разным зерновым составом. У одного производителя в партии будет четкий узкий диапазон, скажем, 90% зерен в пределах заданного номера. У другого — большой разброс, присутствие пылевидной фракции и перекрупки. И это при той же химической чистоте 99.5%! Для ответственных применений, например, в полировальных пастах или высокоточных абразивных инструментах, это критично. Мы как-то закупили партию для производства шлифовальных головок — по паспорту все отлично, а выход годных изделий упал. Стали разбираться — проблема была именно в неоднородности зерна, хотя поставщик клялся в ?высокой чистоте?.
Поэтому сейчас я всегда смотрю не только на главную цифру, но и на полный спектр данных: микрофотографии зерен, результаты ситового анализа (желательно с графиком), а также на то, как ведет себя материал в конкретном технологическом процессе. Иногда электрокорунд белый с чуть меньшей заявленной чистотой, но с отлаженной технологией обработки, оказывается предсказуемее и выгоднее.
Опыт работы с полным спектром фракций
Здесь стоит упомянуть компанию ООО Хэнань Юймо Новые Материалы. Я знаком с их продукцией, информацию можно найти на https://www.yumoabrasive.ru. В их случае заявленный ассортимент, охватывающий полный спектр спецификаций абразивного зерна и микропорошка от F12 до F2000, — это не просто слова в каталоге. Когда имеешь дело с таким диапазоном, особенно на тонких фракциях вроде F800-F2000, поддержание заявленной чистоты 99.5% становится серьезной технологической задачей. Любое оборудование для дробления и рассева вносит свои загрязнения.
Работая с их микропорошками, например, для финишной полировки металла, я обратил внимание на одну деталь. У них, судя по всему, хорошо проработан процесс очистки между переходами на разные фракции. Это важно, потому что в порошке F1200 наличие даже единичных более крупных частиц F400 моментально дает царапины на изделии. И их материал показывал стабильность. Мы как-то тестировали F1500 для полировки керамических подложек — результат был воспроизводимым от партии к партии. Это говорит о контроле на всех этапах.
Но и тут есть нюанс. Для некоторых задач, например, в составе связок для отрезных кругов, иногда нужна не идеальная чистота, а определенная геометрия зерна с острыми кромками. И здесь уже чистый 99.5% электрокорунд может требовать адаптации рецептуры связки. Слишком твердое и химически инертное зерно может хуже удерживаться в некоторых типах керамических связок. Это к вопросу о том, что нет универсального решения, даже при таком, казалось бы, эталонном показателе.
Практические ловушки и неудачные пробы
Расскажу про один наш эксперимент, который не увенчался успехом. Захотелось нам использовать сверхтонкий белый электрокорунд (фракция около F2000) в качестве наполнителя для специального полимерного композита, который должен был обладать повышенной износостойкостью. Логика была проста: очень твердые, химически стабильные частицы. Взяли материал с подтвержденной чистотой. Но результат был плачевным — прочность композита не выросла, а упала, состав плохо перемешивался.
Стали анализировать. Оказалось, что при такой высокой чистоте и мелком размере частицы обладали крайне низкой поверхностной энергией, их было сложно смочить полимерной смолой. Они просто не сцеплялись с матрицей, выступая как дефекты. Плюс, из-за своей твердости и острой формы в микроскопическом масштабе, они создавали точки концентрации напряжения. Это был ценный урок: высочайшая чистота абразива не гарантирует его пригодность для любой смежной области. Нужно учитывать поверхностные свойства и геометрию.
После этого мы более внимательно подходим к выбору фракции и всегда проводим пробные замесы. Теперь, если речь идет о композитах, мы сначала смотрим на морфологию зерна под микроскопом, а уже потом на химический анализ. Иногда шероховатая поверхность зерна корунда с меньшей чистотой дает лучшее сцепление.
Вопросы поставки и логистики материала
Работа с таким продуктом, как белый электрокорунд высокой чистоты, упирается не только в качество, но и в стабильность поставок. Бывало, находишь идеальный материал по характеристикам, а потом выясняется, что производитель не может обеспечить регулярные партии нужного объема или фракционный состав ?плавает?. Для серийного производства это убийственно.
В контексте компании ООО Хэнань Юймо Новые Материалы, их сайт и каталог производят впечатление системного подхода. Охват полного спектра от F12 до F2000 косвенно говорит о том, что они, вероятно, имеют замкнутый цикл и могут гибко управлять производством разных фракций. Это важно. Когда ты заказываешь, условно, F220, F500 и F1200, и все они имеют одинаково стабильные показатели по чистоте, это сильно упрощает жизнь технологу. Не нужно перенастраивать процессы под каждую новую партию от нового поставщика.
Однако и здесь нужно держать ухо востро. Даже у крупных поставщиков могут быть сбои. Всегда запрашиваю актуальные паспорта качества на конкретную отгружаемую партию, а не общий шаблонный сертификат. Особенно это касается тонких и сверхтонких фракций, где контроль сложнее. Один раз недоглядел — и вся партия дорогостоящих полировальных паст может уйти в брак.
Итоговые размышления: зачем гнаться за 99.5%?
Так стоит ли всегда требовать электрокорунд 99.5%? Мой опыт подсказывает, что нет. Все зависит от конечной задачи. Для производства высококачественных абразивных инструментов, ответственной шлифовки жаропрочных сплавов или в качестве сырья для высокоогнеупоров — да, это часто необходимо. Чистота обеспечивает предсказуемую твердость, температурную стабильность и химическую инертность.
Но для многих рядовых операций, например, для изготовления наждачной бумаги общего назначения или некоторых видов пескоструйной обработки (где важен именно белый цвет и отсутствие железистых загрязнений), может сгодиться материал и с 99.0% или даже 98.5% Al?O?. Экономия может быть существенной, а практический результат — практически идентичным. Главное — чтобы поставщик честно указывал параметры и они были стабильными.
В конечном счете, ?белый электрокорунд 99.5%? — это не волшебная таблетка, а инструмент. И как любой инструмент, его нужно выбирать под конкретную работу. Слепая погоня за максимальной цифрой в паспорте без понимания ее реального влияния на ваш технологический процесс — это лишние затраты и потенциальные разочарования. Гораздо важнее найти надежного поставщика, который обеспечивает стабильность характеристик от партии к партии, будь то ООО Хэнань Юймо или кто-то еще, и который готов предоставить полную и честную информацию о своем продукте, а не просто красивую этикетку.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Белый электрокорунд высокой чистоты
Белый электрокорунд высокой чистоты -
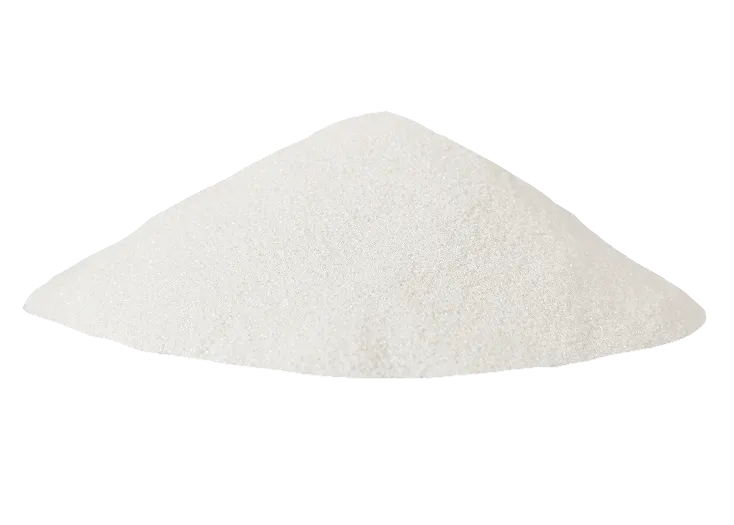
 Микропорошок белого электрокорунда (25А): Оптовые поставки
Микропорошок белого электрокорунда (25А): Оптовые поставки -
 Зеленый карбид кремния микропорошок: незаменимый материал для обработки сверхтвердых поверхностей
Зеленый карбид кремния микропорошок: незаменимый материал для обработки сверхтвердых поверхностей -
 Профессиональные полировальные пасты для российского рынка
Профессиональные полировальные пасты для российского рынка -
 Купить порошок оксида алюминия (белый электрокорунд) — прямо от производителя
Купить порошок оксида алюминия (белый электрокорунд) — прямо от производителя -
 Коричневый электрокорунд марки 2 (Al₂O₃ ≥ 90%)
Коричневый электрокорунд марки 2 (Al₂O₃ ≥ 90%) -
 Производство зеленого карбида кремния в различных фракциях для российского рынка
Производство зеленого карбида кремния в различных фракциях для российского рынка -
 Зеленый карбид кремния высокой чистоты
Зеленый карбид кремния высокой чистоты -
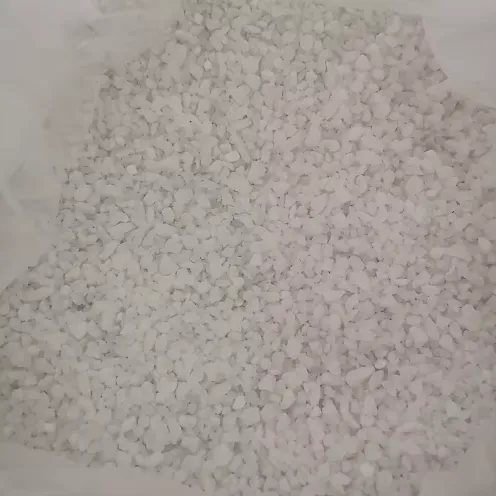
 Белый электрокорунд для абразивных инструментов
Белый электрокорунд для абразивных инструментов -
 Порошок алюминия и оксида железа (термитная смесь) — решение для высокотемпературных процессов и соединения металлов
Порошок алюминия и оксида железа (термитная смесь) — решение для высокотемпературных процессов и соединения металлов -
 Зернистость P12-P2000 для гибкого абразива
Зернистость P12-P2000 для гибкого абразива -
 Белый оксид алюминия/Белый Плавленый оксид алюминия/песок/Зерно/мелкий/порошок
Белый оксид алюминия/Белый Плавленый оксид алюминия/песок/Зерно/мелкий/порошок
Связанный поиск
Связанный поиск- Оптом черный карбид кремния для полировки
- Китай зеленый карбид кремния для электроники и полупроводников
- Оптом полироль для ручной полировки кузова автомобиля
- Оптом полироль для пластика автомобиля
- Оптом какая полировальная паста
- Зеленый карбид кремния для абразивных материалов
- Дешево полировальный воск
- Oem полироль отзывы
- Дешево полироли пластиков
- Китай белый мелкодисперсный порошок корунда w63-w0.5